


توضیحات
شبیه سازی خوردگی تنشی در خط لوله نفت و گاز در کامسول
ترک برداری خوردگی تنشی نوعی از تخریب ماده است که تحت اثر ترکیبی بار و محیط خورنده ایجاد می شود. ترک برداری خوردگی تنشی از مهم ترین مشکلات حین فعالیت خطوط لوله فولادی انتقال گاز محسوب می شود. این اتفاق منجر به نشتی و شکست ناگهانی خطوط لوله شده و تخریب اکوسیستم و اثرگذاری نامطلوب بر محیط زیست و مردم را به همراه دارد. همچنین هزینه های اقتصادی فراوانی نیز وارد می کند
سه عامل در رخداد ترک برداری خوردگی تنشی همکاری دارند. ماده مورد استفاده، تنش و محیط خورنده. کنترل هر کدام از موارد فوق می تواند باعث کندکردن واکنش های رخ دهنده حین ترک برداری خوردگی تنشی شود. یکی از راه های عمومی برای کنترل ترک برداری خوردگی تنشی استفاده از مواد بازدارنده می باشد.
ترک برداری خوردگی تنشی:
فلزات همواره در معرض شرایط خوردگی مختلفی قرار دارند. انواع محتمل اندرکنش بین سطح فلز با محیط و ویژگی های محیط، نوع خوردگی و مکانیزم هایی که برای همان ترکیب فلز – محيط خاص ایجاد می شود را تعیین می کند. خوردگی فلزات در شکل های مختلفی رخ می دهد. نوعی از خوردگی اندرکنشی بین خوردگی و تنش مکانیکی است که شکست ناشی از ترک برداری را بوجود می آورد. این نوع شکست، ترک برداری خوردگی تنشی نامیده می شود. ترک برداری خوردگی تنشی از طریق مکانیزم های مختلفی رخ می دهد. بطور کلی، ترک برداری خوردگی تنشی، یک شکل از ترک برداری محیطی است؛ در هنگامی که تنش های کششی(عامل مکانیکی) به ماده مستعد (عامل متالورژیکی) اعمال شده و همزمان سیستم فوق در معرض یک محیط خورنده (عامل الکتروشیمیایی) قرار داشته باشد.
شرایط ضروری برای ترک برداری خوردگی تنشی:
حضور همزمان موارد زیر برای ایجاد شرایط مناسب در رخداد ترک برداری خوردگی تنشی ضروری می باشند:
1- آلیاژ مستعد
۲- محیط خورنده
٣- تنش کشش
در صورتی که حتی یکی از سه عامل فوق که معمولا هم همزمان ایجاد نمی گردند، حضور نداشته باشد، عوامل زمان و شرایط کاری و سرویس ممکن است به ایجاد این ترکیبات ضروری برای ایجاد شکست های ترک برداری خوردگی تنشی کمک کنند. عوامل الکتروشیمیایی و متالورژیکی نیز بر رخداد ترک برداری خوردگی تنشی اثر می گذارند. ترکیب مواد و میکروساختار و ویژگی های تغییر شکلش(استحکام تسليم) از جمله عوامل متالورژیکی مهم محسوب می شوند. لازم به ذکر است آلیاژها نسبت به فلزات خالص به ترک برداری خوردگی تنشی مستعدتر می باشند زیرا عیوب میکروساختاری و ناهمگنی (فازهای ثانویه یا آخال) در آلیاژ نسبت به فلزات خالص بیشتر می باشد. تنش های کششی از بارهای موجود در شرایط سرویس، فرایندهای کارسرد، عملیات حرارتی و … ممکن است بوجود آمده باشد. فاکتور شدت تنش و نرخ کرنش در نوک ترک بواسطه تنش های اعمالی خارجی بر رفتار ترک برداری اثرات قابل توجهی خواهند داشت. در نهایت، از پارامترهای الکتروشیمیایی مهم اثرگذار بر ترک برداری خوردگی تنشی، پتانسیل اکسیداسیون، مقادير pH و دما می باشند.
مکانیزم های ترک برداری خوردگی تنشی:
1- انحلال مسير فعال
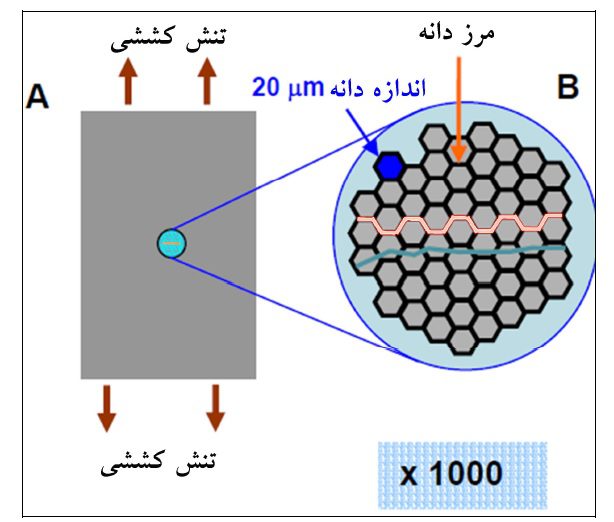
عمده ترین مسیرهای فعال برای ترک برداری خوردگی تنشی، مرزدانه ها می باشند، جایی که جدایش ذرات ناخالصی پسیواسیون را دچار مشکل می کند. برای مثال، موقعی که فولاد زنگ نزن آستنیتی توسط رسوبات کاربید کروم در داخل مرز دانه ها حساس می شود، غلظت موضعی کاربید کروم در مرزدانه ها کاهش یافته و این منطقه بتدریج سخت تر پسیو می گردد. درنتیجه در مرز دانه های خورده شده، نوعی خوردگی شیاری در سطح نمونه رخ می دهد و دیواره ترک پسیو باقی می ماند. این رخداد در غیاب تنش می تواند اتفاق بیفتد که منجر به خوردگی بین دانه ای با توزیع غیریکنواخت بر سطح نمونه می شود. اثر تنش اعمالی احتمالا با باز کردن ترک ها و آسان تر کردن انتقال محصولات خوردگی و سرعت دادن به خوردگی نوک ترک همراه باشد. فرایندهای خوردگی مسیر فعال توسط سرعت خوردگی فلز در نوک ترک محدود می شود که بیشینه رشد ترک را به حدود mm/s 10-2 محدود می کند و نرخ های معمولی رشد ترک را به حدود mm 10-8محدود می کند. مسیر فعال دیگر برای ترک برداری خوردگی تنشی بین دانه ها می باشد. در نقص های مرز دانه ای، ترک ها از بین دانه ها و معمولا در صفحات کریستالی خاصی رشد می کنند. در نوع بین دانه ای، ترک ها مرزدانه ها را دنبال می کنند. در نقص بین دانه ای، با حضور ناهمگنی های موجود در مرزدانه ها، رشد سریعتری خواهد داشت. برای مثال، جدایش سولفور و فسفر در مرز دانه ها یکی از دلايل محتمل برای ترک برداری خوردگی تنشی بین دانه ای در فولادهای کم آلیاژی محسوب می شود.
روش های پیشگیری از ترک برداری خوردگی تنشی:
حذف یکی از سه عامل ذکر شده در بخش قبل (آلیاژ مستعد، محیط مستعد و تنش کششی)، می تواند رخداد ترک برداری خوردگی تنشی را محدود می کند. کنترل عوامل آلیاژی، متالورژیکی، الکتروشیمیایی، مکانیکی و محیطی جهت پیشگیری از ترک برداری خوردگی تنشی ضروری می باشد. کم کردن بار و یا حذف تنش های کششی باقیمانده باعث کنترل ترک برداری خوردگی تنشی شود. حذف عوامل خورنده ممکن است، رایج ترین شیوه برای کنترل ترک برداری خوردگی تنشی باشد. پوشش ها اغلب مؤثر هستند اما گاهی اوقات در برابر محیط های فیزیکییا شیمیایی مهاجم و مستعد به ترک برداری خوردگی تنشی مقاوم نیستند. استفاده از بازدارنده مناسب، در کند کردن واکنش های ترک برداری خوردگی تنشی مؤثر می باشد.
روش های آزمون:
آزمون های مورد استفاده برای ترک برداری خوردگی تنشی معمولا شامل موارد زیر است:
1- آزمون هایی با تغییر شکل ثابت
۲- آزمون هایی با نیروی نگهدارنده ثابت
۳-آزمون هایی با نرخ کرنش آهسته.
ترک برداری خوردگی تنشی در خطوط لوله فولادی:
ترک برداری خوردگی تنشی فرایند خوردگی موضعی محسوب می شود. بطورکلی، در این نوع خوردگی کاهش قابل اندازه گیری و بارزی در وزن فلز وجود نخواهد داشت. برای مثال، در خطوط لوله مدفون، ضخامت دیواره لوله در زمان وقوع ترک برداری خوردگی تنشی بدون تغییر باقی می ماند. جهت ترک برداری عموما عمود بر جهت تنش کششی اعمالی بر لوله می باشد. ترک برداری خوردگی تنشی معمولا بصورت طولی در جهت تنشهای حلقوی لوله تغییر جهت می دهند که معمولا ناشیاز نوسانات فشار داخل خط لوله می باشند. ولی در برخی از موارد ترک برداری خوردگی تنشی، موقعی که تنش محوری غالب است در جهت محیطی لوله اتفاق می افتد، مانند تنش های گسترش یافته در اثر حرکت خاک در مناطق خم شده همانطور که در شکل زیر نشان داده می شود، ترک های ناشی از خوردگی تنشی در فولادهای خط لوله نیز بین دانه ای یا درون دانه ای می باشند.
ترک برداری خوردگی تنشی در خطوط لوله بر اساس
pH خاک در موقعیت ترک، به ترک برداری
خوردگی تنشی با pH بالا و ترک برداری خوردگی تنشی با pH نزدیک خنثی تقسیم می گردد.
حفاظت از خوردگی:
حفاظت از خوردگی به موقعیتی اشاره دارد که همه عوامل ذاتی ای که از خوردگی پیشگیری می کنند بهینه شده و مداخله عوامل خارجی که خارج از مبحث عوامل پیشگیری کننده از خوردگی مانند عوامل متالورژیکی، طراحی و آنالیزهای پیش بینی عمر هستند نیز فرض می شود که برای کاهش خوردگی ضروری باشد. حفاظت از خوردگی می تواند به موارد مختلفی تقسیم بندی شود مانند افزودن بازدارنده ها با استفاده از پوشش های محافظ مختلف.
افزودن بازدارنده ها:
بازدارنده خوردگی ماده شیمیایی است که با اضافه شدن به محیط خورنده باعث کاهش نرخ خوردگی به میزان قابل قبولی می گردد. بازدارنده های خوردگی عموما در غلظت های کم استفاده می شوند. یک بازدارنده خوردگی نباید فقط باعث کاهش خوردگی شود بلکه بایستی تا حدی با محیط اطرافش سازگاری داشته باشد تا هیچگونه شرایط پیچیده ای بوجود نیاید. طبقه بندی های مختلفی برای بازدارنده ها در نظر گرفته شده است. بازدارنده های آلی و معدنی، آندی و کاتدی، خطرناک و بی خطر، اکسیدان و غیر اکسیدان. معمولا بازدارنده خوردگی بر اساس راندمانش ارزیابی می شود.
ترک برداری خوردگی تنشی فولاد خط لوله در صنایع نفت و گاز نگرانی بسیار مهمی محسوب می شود، زیرا همواره احتمال نشتی یا گسیختگی و شکست خط لوله وجود دارد که می تواند ضررهای جبران ناپذیری به انسان و محیط وارد کند، در نتیجه تشخیص خوردگی و نواقص خطوط لوله مهم و ضروری است. اغلب و نه در همه موارد، خطوط لوله مدفون در خاک با عمر بیشتر از 5 سال، انواع خوردگی ها و عیوب متالورژیکی، بخصوص ترک ها را تجربه می کنند. منابع این ترک ها می تواند بدلیل توزیع تصادفی عیوب باشد که ناشی از فرایند ساخت یا تخریب فولادهای کربنی خطوط لوله است. ترکیب تنش (مانند تنش هوپ و یا تنش باقیمانده و محیط طبیعی خاک که حاوی مقادیر مختلف رطوبت و اکسیژن است، آغاز ترک برداری را آسان تر می کند و به رشد آن در ضخامت لوله شتاب می بخشد. در طول دوره فعالیت خط لوله، ترک ها می توانند از اندازه های ابتدایی تا اندازه های بحرانی رشد کنند که منجر به نشتی (بخصوص در خطوط لوله با ضخامت دیواره کم) یا شکست ناگهانی ( بخصوص در خطوط لوله با ضخامت زیاد شود. تاکنون ترک برداری خوردگی تنشی بر سطح خارجی خطوط لوله در بسیاری از کشورها (استرالیا، ایران، آمریکا، کانادا، پاکستان، …) رخ داده که اتفاقات ناخوشایندی نیز در پی داشته است.
بدلیل وجود خطوط لوله فراوان نفت و گاز و به انتها رسیدن طول عمر کاری آنها، تلاش های گسترده ای برای افزایش عمر کاری این لوله ها صورت می گیرد. به همین دلیل، تشخیص و پیشگیری از آسیب های ترک برداری خوردگی تنشی برای تضمین امنیت خطوط لوله دارای اهمیت فراوانی است. تشخیص ترک های خوردگی تنشی با روش های مختلفی مانند آزمون های فشاری، بازرسی های خطی یا ارزیابی های مستقیم ترک برداری خوردگی تنشی می باشد.
خطوط لوله فولادی نفت و گاز اغلب تحت شرایط تنش- کرنش قرار دارند. علاوه بر تنش وارده به لوله ها در اثر فشار داخلی، تحت کرنش طولی قابل توجهی نیز به دلیل حرکت خاک قرار دارند. برای شبیه سازی تنش الاستوپلاستیک در این پروژه از مدل پلاستیسیته کرنش کوچک و معیار تسلیم ون مایسز استفاده شده است. همچنین از توزیع جریان برای مدلسازی فرآیند خوردگی استفاده شده است.
اثر تغییرشکل های الاستیک و پلاستیک بر روی انحلال آهن و واکنش های الکتروشیمیایی هیدروژن از طریق پتانسیل تعادلی و عبارات چگالی جریان تبادلی درنظرگرفته شده اند. انتظار می رود که خوردگی خط لوله با افزایش در کرنش طولی در ناحیه تغییرشکل پلاستیک تسریع شود.
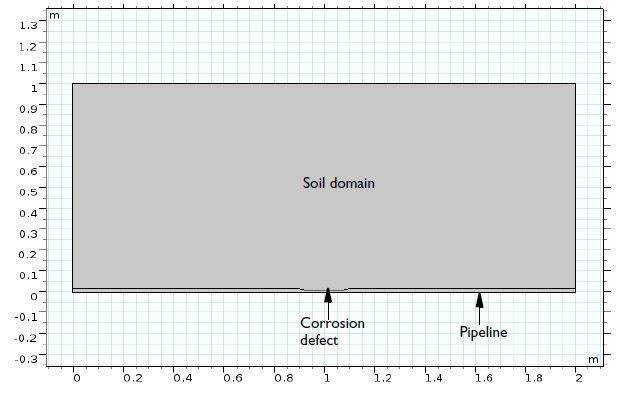
هندسه مدل
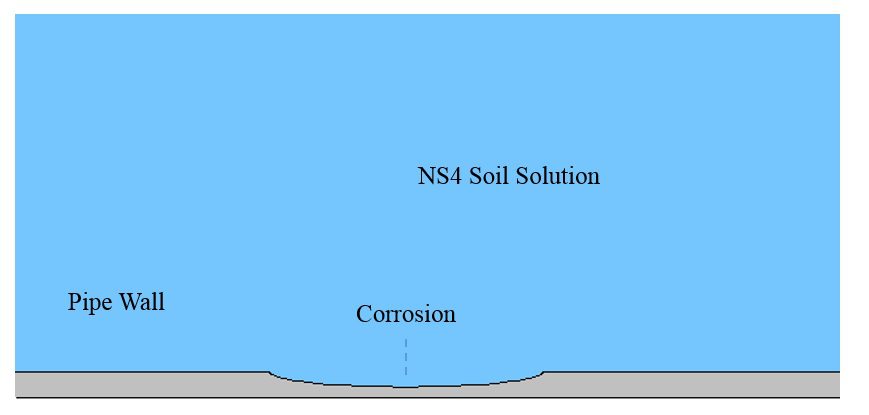
هندسه مدل خوردگی تنشی در شکل زیر نشان داده شده است.
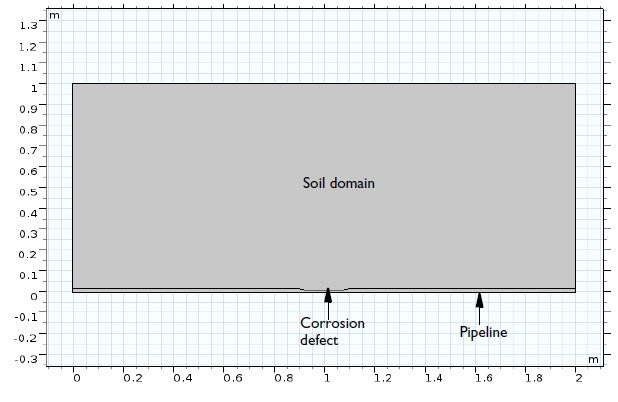
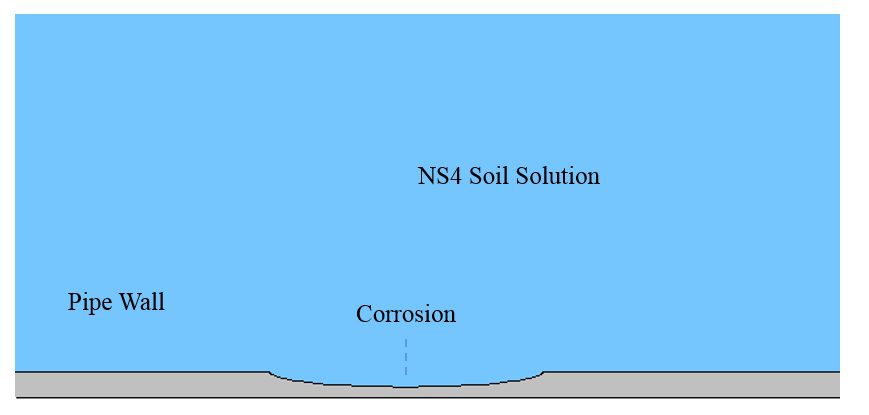
هندسه مدل شامل خط لوله فولادی با مقاومت بالا و خاک پیرامون آن می باشد. طول خط لوله 2 متر بوده و ضخامت دیواره 19.1 میلیمتر می باشد. عیب خوردگی در طرف خارج خط لوله به شکل بیضی گون است با طول 200 میلیمتر و عمق 11.46 میلیمتر. ضریب هدایت الکترولیت خاک اطراف 0.096 S/m است.
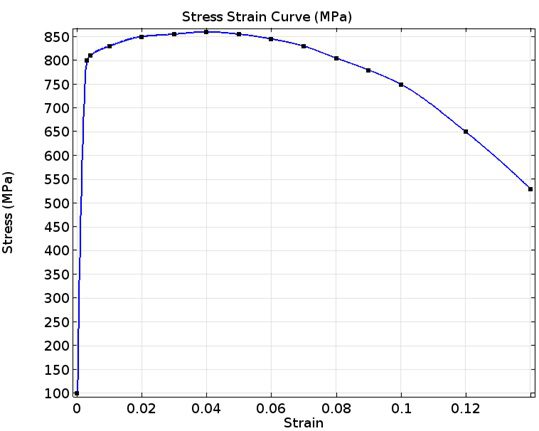
شبیه سازی تنش الاستوپلاستیک بر روی دامنه خط لوله با استفاده از مدل پلاستیسیته کرنش کوچک انجام شده است.
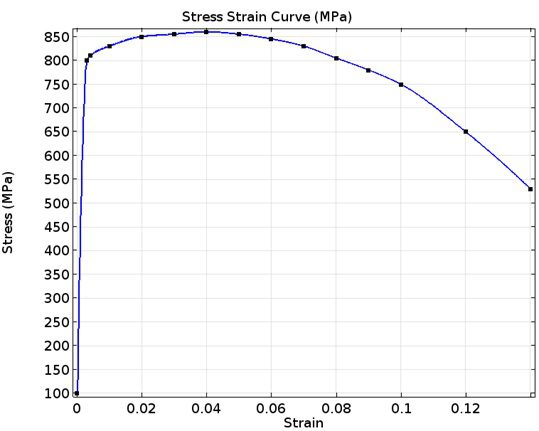
مدل سختی ایزوتروپیک با داده های سختی تجربی.

نتایج پتانسیل و توزیع تنش ون مایسز
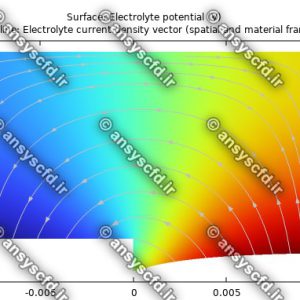
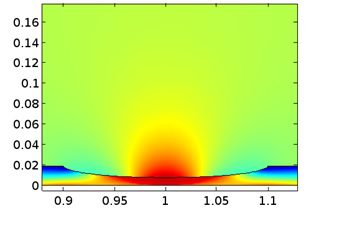
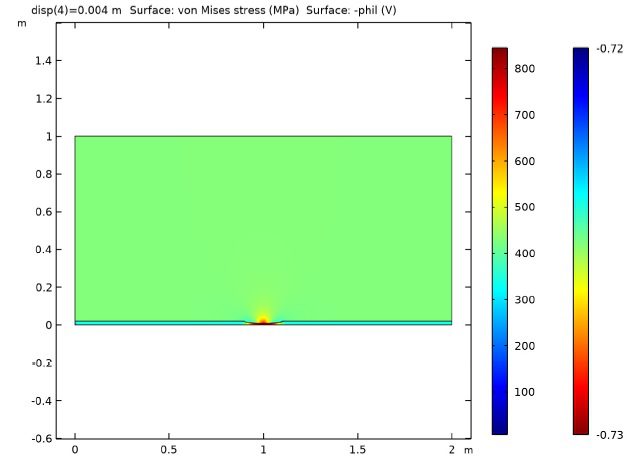
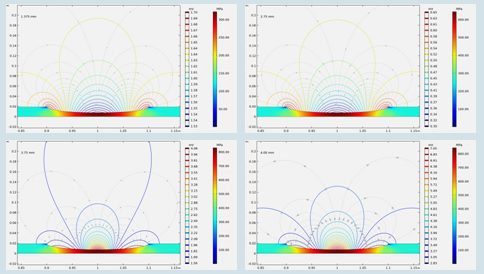
در شکل زیر توزیع پتانسیل الکترولیت(V) بر روی دامنه خاک و توزیع تنش ون مایسز(مگاپاسکال) بر روی دامنه لوله نشان داده شده است. که با نوارهای رنگی برای جابجایی معین 4 میلیمتر در جهت x نشان داده شده است. می توان مشاهده نمود که تنش های موضعی در نزدیکی عیب خوردگی نمایان تر از بقیه قسمت های خط لوله است. همچنین توزیع پتانسیل الکترولیت غیریکنواخت نزدیک عیب خوردگی در شکل زیر نشان داده شده است که به صورت ناحیه نیمه دایره ای مشخص شده است.
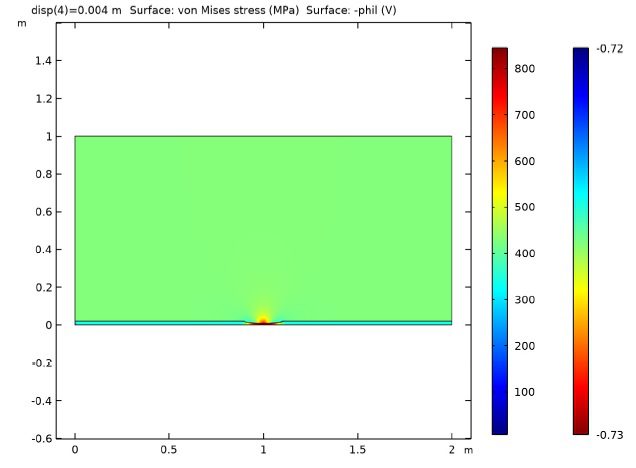
شکل توزیع پتانسیل الکترولیت بر روی دامنه خاک اطراف خط لوله و توزیع تنش ون مایسز بر روی دامنه خط لوله برای جابجایی معین 4 میلیمتر.
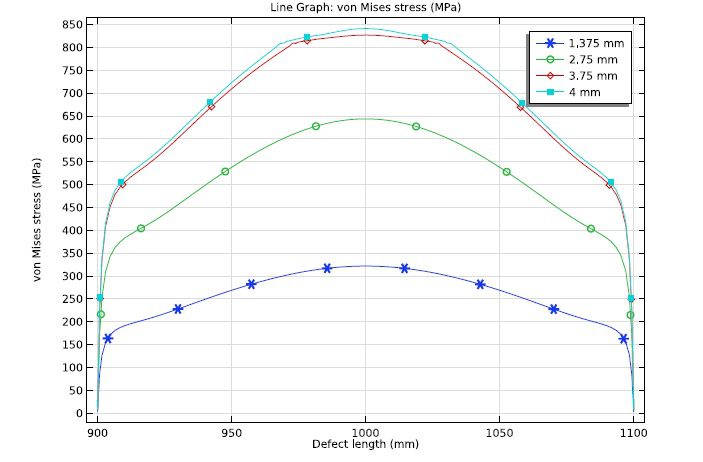
در شکل زیر توزیع تنش ون مایسز در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر و 4 میلیمتر نشان داده شده است. تنش ون مایسز با افزایش کرنش کششی افزایش می یابد و در مرکز عیب خوردگی مقدار ماکزیمم دارد. برای کرنش کششی 3.75 میلیمتر و 4 میلیمتر، ملاحظه می شود که تنش موضعی، به خصوص در مرکز عیب خوردگی، از مقاومت تسلیم آلیاژ فولاد پرمقاوم (806*106 پاسکال) فراتر می رود. این مسئله منجر به تغییرشکل پلاستیک در مرکز عیب خوردگی می شود درحالیکه تغییرشکل در ناحیه دیگر عیب خوردگی در محدوده الاستیک باقی مانده است. برای کرنش های کششی 1.375 میلیمتر، و 2.75 میلیمتر عیب خوردگی کلی در محدوده تغییرشکل الاستیک باقی مانده است.
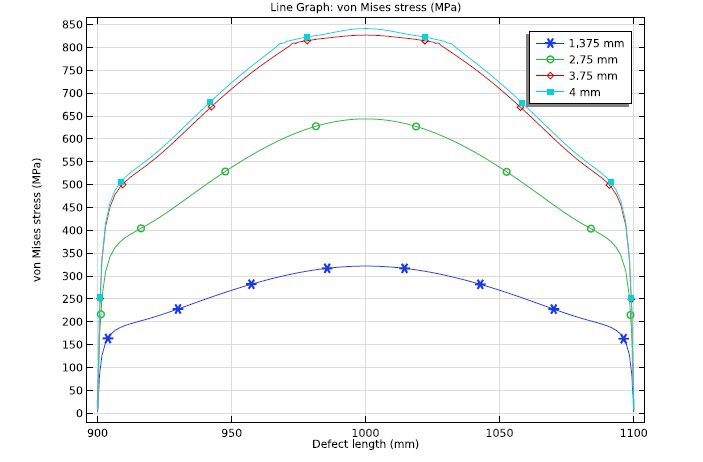
شکل توزیع تنش ون مایسز در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر و 3.75 میلیمتر و 4 میلیمتر.
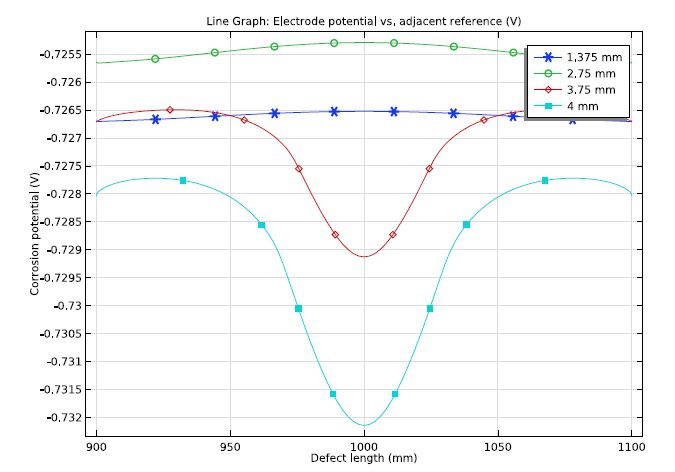
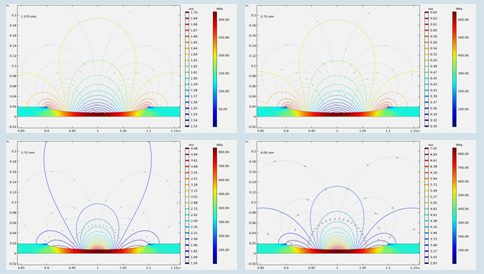
در شکل زیر توزیع پتانسیل خوردگی در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر و 4 میلیمتر نشان داده شده است. برای کرنش های کششی پایینتر 1.375 میلیمتر و 2.75 میلیمتر، تغییر در پتانسیل خوردگی در امتداد طول عیب خوردگی بصورت یکنواخت ملاحظه می شود. بااینحال برای کرنش های کششی بالاتر یعنی 3.75 میلیمتر و 4 میلیمتر، تغییر در پتانسیل خوردگی با پتانسیل خوردگی منفی تر در مرکز عیب خوردگی نسبت به دو طرف عیب خوردگی، به صورت غیریکنواخت است.
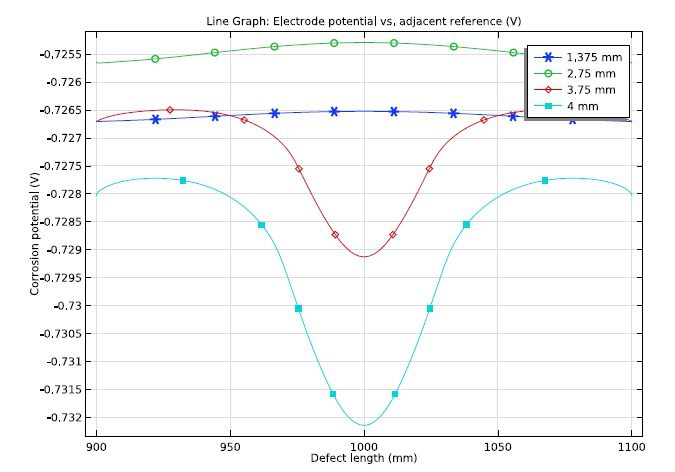
شکل توزیع پتانسیل خوردگی در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر و 4 میلیمتر.
در شکل زیر توزیع چگالی جریان آندی در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر و 4 میلیمتر نشان داده شده است. برای کرنش های کششی پایینتر یعنی 1.375 میلیمتر و 2.75 میلیمتر، تغییر در چگالی جریان آندی در امتداد طول عیب خوردگی به صورت یکنواخت مشاهده می شود که مشابه رفتار پتانسیل خوردگی است.
بااینحال برای کرنش های کششی بالاتر یعنی 3.75 میلیمتر و 4 میلیمتر، تغییر در چگالی جریان آندی به صورت غیریکنواخت است به خصوص در مرکز عیب خوردگی. ملاحظه می شود که چگالی جریان آندی به صورت قابل ملاحظه در مرکز عیب خوردگی افزایش می یابد درحالیکه در هر دو طرف عیب خوردگی برای کرنش های کششی بالاتر کاهش می یابد.
افزایش در چگالی جریان آندی برای کرنش های کششی بالاتر یعنی 3.75 و 4 میلیمتر به تغییرشکل پلاستیک مشاهده شده در مرکز عیب خوردگی نسبت داده شده است.
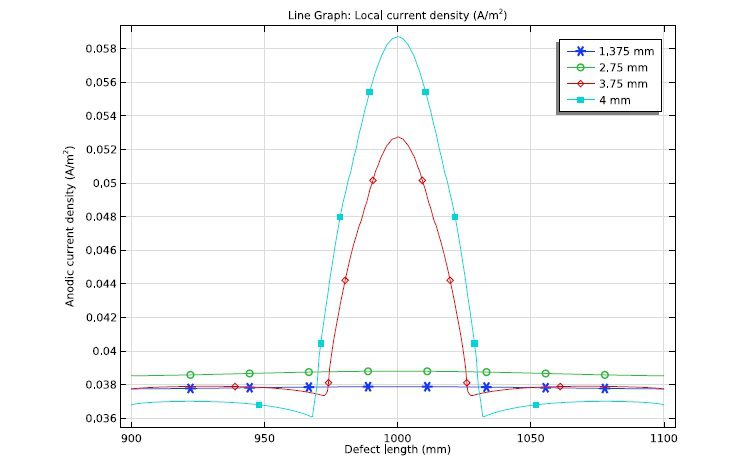
شکل توزیع چگالی جریان آندی در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر و 4 میلیمتر.
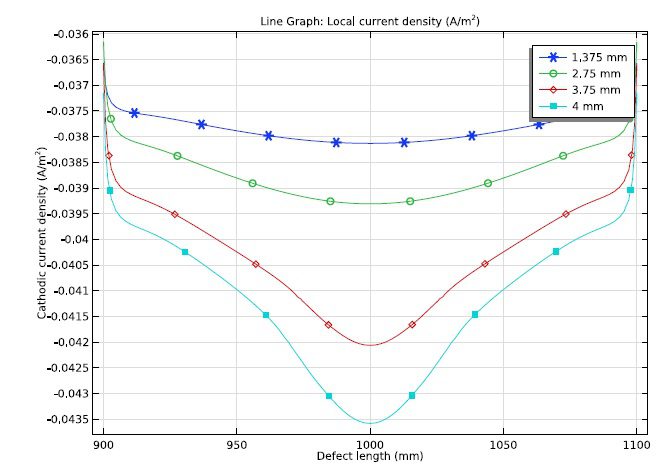
در شکل زیر توزیع چگالی جریان کاتدی در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر و 4 میلیمتر نشان داده شده است. ملاحظه می شود که چگالی جریان کاتدی به صورت منفی با افزایش در کرنش کششی افزایش می یابد و ملاحظه می شود که در مرکز عیب خوردگی منفی تر است.
غیریکنواختی در چگالی جریان کاتدی نیز با افزایش در کرنش کششی مشهود است. بنابراین توزیع چگالی جریان کاتدی برای کرنش کششی 4 میلیمتر غیریکنواخت تر است.
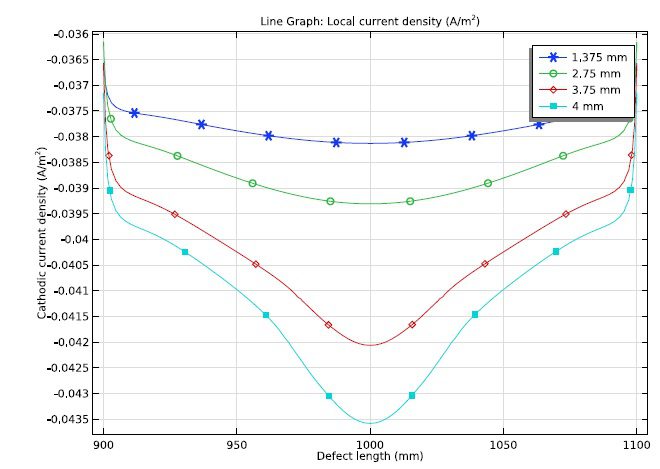
شکل توزیع چگالی جریان کاتدی در امتداد طول عیب خوردگی برای جابجایی های معین 1.375 میلیمتر، 2.75 میلیمتر، 3.75 میلیمتر، و 4 میلیمتر.